Par : Paul Chivers
Les données du système de photoanalyse peuvent être utilisées pour le contrôle de processus ou pour suivre les changements relatifs sans étalonnage. Cependant, si votre objectif est de remplacer le tamisage manuel, un étalonnage est nécessaire. La procédure d'étalonnage décrite ci-dessous est tirée du document d'étalonnage qui est disponible pour les utilisateurs du système de photoanalyse après s'être connecté à la zone de téléchargement client de la section Téléchargements du site Web de WipWare.
L'étalonnage est l'étape finale de l'installation du système et ne peut avoir lieu tant que tous les ajustements matériels et logiciels n'ont pas été caractérisés. Ceux-ci incluent la configuration mécanique; ajustements optiques; paramètres d'échelle ; paramètres de déclenchement ; paramètres de qualité d'image et paramètres de détection des contours. Si l'une de ces variables change, le système devra être recalibré.
ÉTAPE 1: Stop Belt (effectuer un crash stop)
Une fois qu'un système a été caractérisé et que le processus s'exécute normalement, l'étalonnage peut commencer. Notez que l'étalonnage n'est efficace que si le matériau n'est pas affecté par des variables externes non liées à la production normale (c.-à-d. courroies plus lentes, arrêt partiel du processus, etc.).
ÉTAPE 2: Matériel d'image
Dans Delta, prenez une image du matériau. Enregistrez l'image sous « Calibration 1.bmp » et fermez-la. Placez une référence d'échelle (règle, carte, papier… de dimensions connues) sur le matériau dans la zone visible. Dans Delta, prenez une autre image et enregistrez-la sous le nom « Scale 1.bmp » avant de la fermer.
ÉTAPE 3: Prenez du matériel pour le tamisage
Dans Delta, ouvrez la vue d'image en direct. Trouvez et marquez la limite supérieure et inférieure du matériau visible sur la bande. Retirez tout l'échantillon pour le tamisage. N'utilisez pas de cônes, de quartiers ou de rayures. L'échantillon entier doit être tamisé.
ÉTAPE 4: Redémarrer la courroie et le tamis
Toutes les informations ont été recueillies et votre processus peut être relancé. Tamisez le matériau avant de passer à l'étape suivante.
ÉTAPE 5 : Définir le facteur d'échelle
Dans Delta, ouvrez 'Scale 1.bmp' et définissez l'échelle à l'aide de la référence d'échelle de longueur connue. Étant donné que l'image a été ouverte à partir d'un fichier, assurez-vous que la « Source » est définie sur « Fichier image ». Fermez 'Echelle 1.bmp'.
ÉTAPE 6 : Définir les EDP
Ouvrez 'Calibration 1.bmp'. Ouvrez le menu Options pour accéder à l'onglet « Paramètres de détection des contours » et notez quel préréglage EDP est sélectionné pour la caméra que vous calibrez (c'est-à-dire la caméra 1). Remplacez la « Source » par « Fichier image » et sélectionnez le même préréglage EDP de l'étape précédente.
ÉTAPE 7 : Définir les classes de taille
Sélectionnez l'onglet « Sortie » et notez quelle classe de taille prédéfinie est sélectionnée pour la caméra que vous étalonnez. Remplacez la « Source » par « Fichier image » et sélectionnez le même préréglage de classe de taille de l'étape précédente. Assurez-vous qu'aucun préréglage d'étalonnage n'est sélectionné. Appuyez sur Appliquer et sur OK pour enregistrer vos modifications.
ÉTAPE 8 : Obtenir des valeurs delta
Appuyez sur le bouton « Générer un réseau ». Appuyez sur le bouton " Tamis ". Notez les valeurs suivantes : n, Xc, b, Xmax, X50. Enregistrez le graphique sous le nom « Delta 1.bmp ». 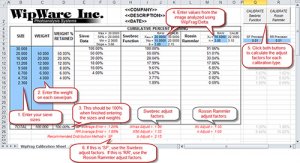
ÉTAPE 9 : Entrez les données dans la feuille d'étalonnage (voir l'image à droite)
Saisissez uniquement les données dans les carrés bleus :
1. Sous « TAILLE », entrez vos classes de taille (la plus grande en haut).
2. Sous « POIDS », entrez le poids sur chaque tamis/bac.
3. La colonne suivante, 'POIDS % RETENU', sera complétée automatiquement et si elle est faite correctement, le total en bas devrait être 100%.
4. Entrez les valeurs 'Xmax', 'X50', 'b', 'n' et 'Xc' que vous avez enregistrées précédemment à partir de Delta dans la case bleue appropriée.
ÉTAPE 10 : Calculer les facteurs d'ajustement (voir l'image à droite)
Une fois les macros activées, appuyez à la fois sur les boutons « CALIBRER la fonction Swebrec » et « CALIBRER Rosin Rammler ». Le calcul Swerec est très rapide. La fonction Rosin Rammler peut prendre beaucoup plus de temps. Une fois les deux fonctions terminées, prenez note de la « Méthode de distribution recommandée ». Si cela indique « SF », utilisez les facteurs d'ajustement Swebrec. Si cela indique « RR », utilisez les facteurs d'ajustement de Rosin Rammler.
ÉTAPE 11 : Entrez les facteurs d'ajustement dans Delta
Dans Delta, allez dans le menu Options et sélectionnez l'onglet 'Sortie'. Dans la liste déroulante d'étalonnage, sélectionnez un « Préréglage d'étalonnage ». Vous pouvez renommer ce préréglage si vous le souhaitez. Sélectionnez soit « R-R » ou « Swebrec » en fonction de ce que la feuille d'étalonnage a recommandé. Entrez les facteurs d'ajustement que vous avez enregistrés à partir de la feuille d'étalonnage. Appuyez sur Appliquer/OK et remettez le système en ligne.
Le système est maintenant calibré !
Toutes les étapes sont terminées et la caméra qui a été calibrée va maintenant sortir des données calibrées.