Desde una computadora DOS llena de polvo hasta sistemas de análisis de fragmentación en tiempo real impulsados por inteligencia artificial... WipWare ha estado a la vanguardia del análisis de fragmentación durante más de 30 años de innovación, transformando la forma en que el mundo mide el tamaño de las partículas.
El comienzo
Desde nuestros humildes comienzos hasta nuestro impacto global, hemos recorrido un largo camino. Este año celebramos más de 30 años de innovación en el análisis de fragmentación. A lo largo de este tiempo, echamos la vista atrás para repasar los hitos que nos han marcado y que han dado forma a nuestro viaje para hacer que el análisis del tamaño de las partículas sea más inteligente, rápido y fácil que nunca.
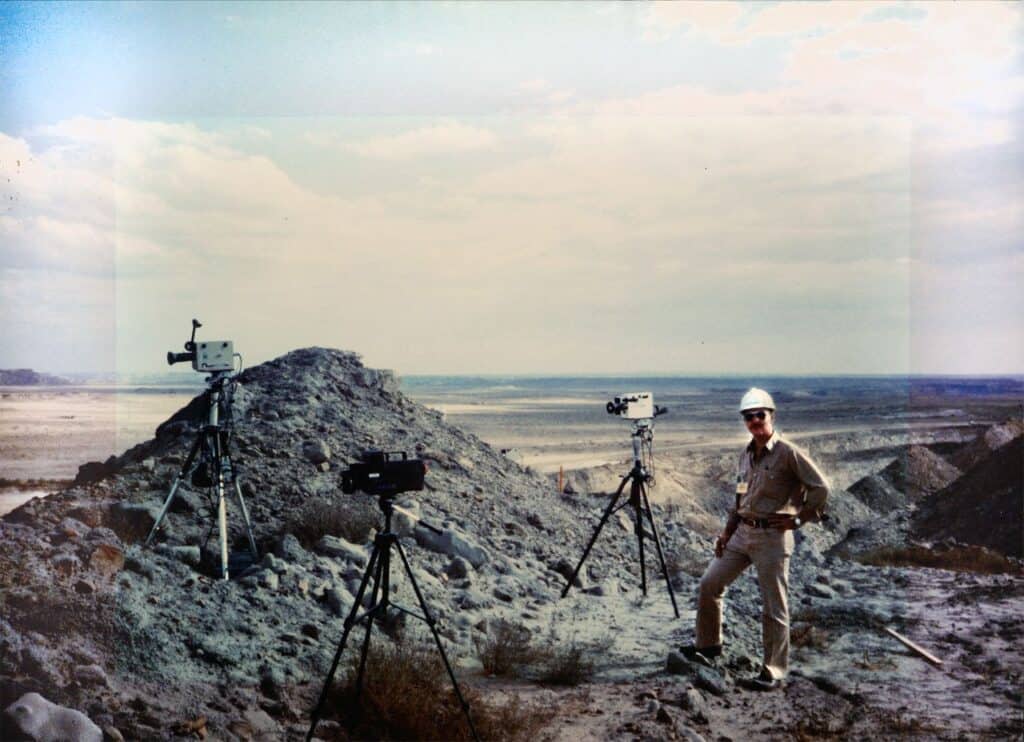
Antes de que WipWare fuera WipWare, nuestro fundador tom palangio estaba trabajando sobre el terreno con North Bay DuPont. Abordaba retos del mundo real con un pensamiento innovador y una mentalidad práctica.
A continuación se muestra una foto de Tom tomada de nuestros archivos. Estaba trabajando en un proyecto que daría lugar a la idea de nuestro primer producto en el análisis de fragmentación: WipFrag.
Resolver un problema global
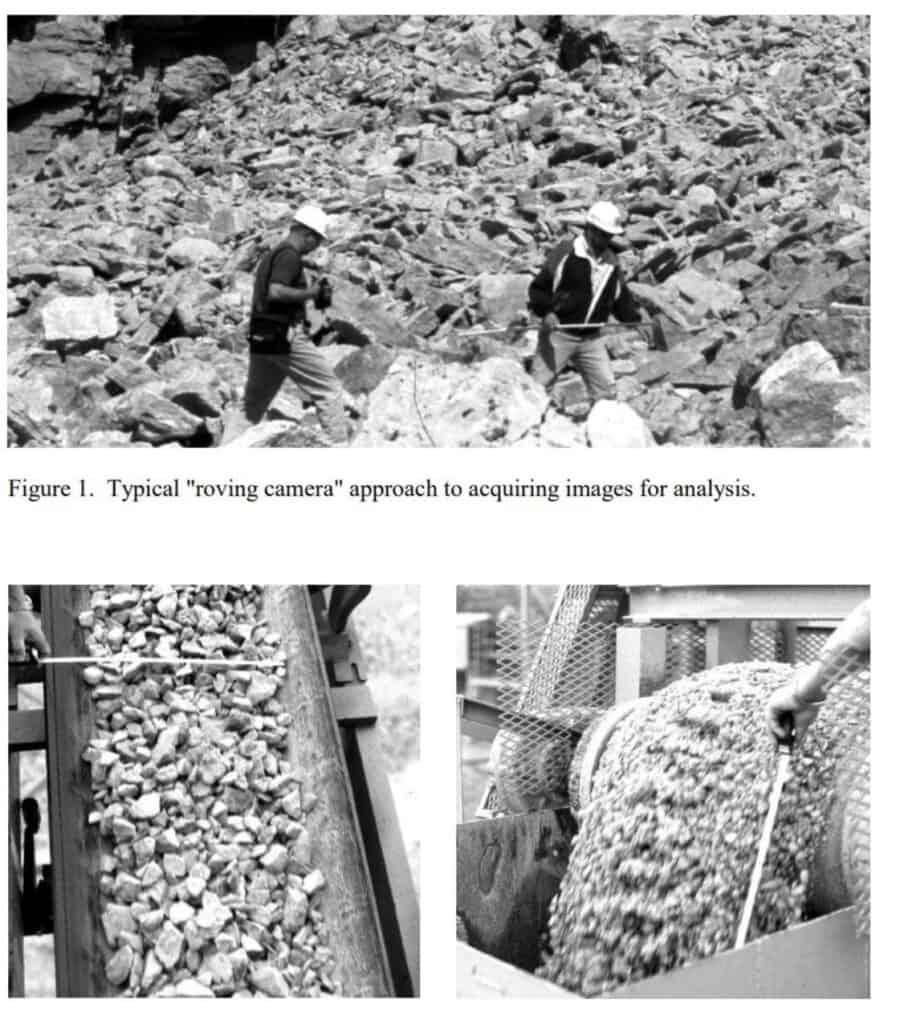
Tradicionalmente, la descripción de los resultados de las explosiones en minas y canteras se limitaba a términos vagos como “bueno”, “aceptable” o “malo”. El tamizado manual y el recuento de partículas resultaban demasiado costosos y poco prácticos hasta que un equipo de apasionados pioneros cambió las reglas del juego.
WipFrag nació en 1986 de una colaboración innovadora entre Franklin Geotechnical, DuPont/ETI y la Universidad de Waterloo. Fue el primer software de análisis de imágenes digitales del mundo para medir la fragmentación de rocas.
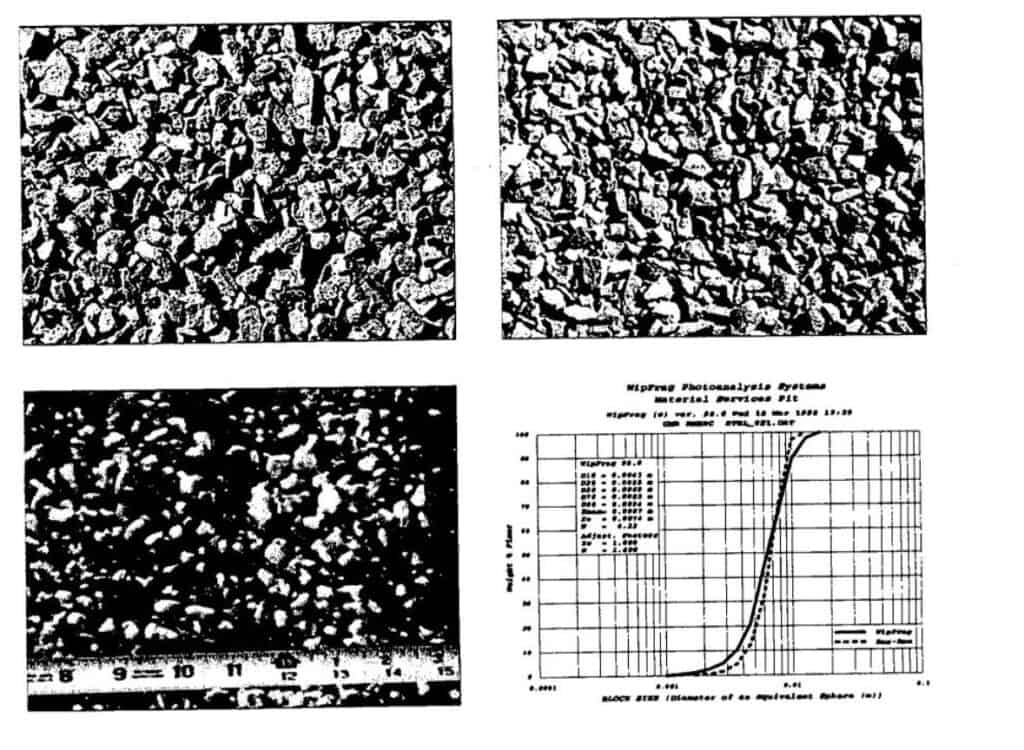
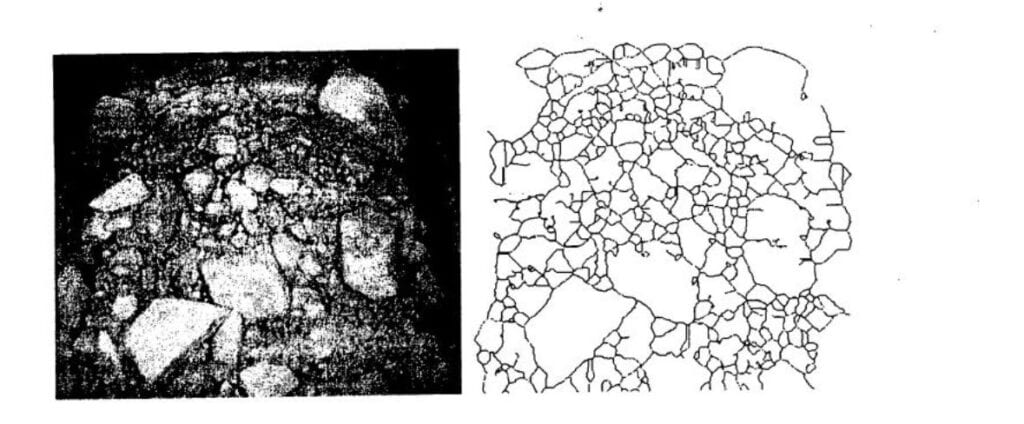
Aprovechando los avances en el campo de la imagen y el procesamiento informático, crearon una herramienta revolucionaria: un método digital para analizar fotos o fotogramas de video de pilas de lodo con el fin de generar una curva detallada de distribución del tamaño de los fragmentos.
El nombre en sí mismo transmite el legado: Waterloo Imago EMejora Pproceso para Fragmentación o “WIEP”, posteriormente abreviado a simplemente “WipFrag.”
Desde entonces, nuestro camino ha estado marcado por ideas audaces, experiencia de campo ganada con esfuerzo y un compromiso con la excelencia que nos ha llevado a donde estamos hoy. tom palangio, con su gran experiencia, su liderazgo innovador y su estrecha colaboración con el Dr. Norbert Maerz y el Dr. John Franklin, sentó las bases de gran parte de lo que hoy damos por sentado en el análisis automatizado de materiales.
Primeras pruebas
Gracias a las pruebas realizadas en condiciones reales durante los años 80 y 90 en las explotaciones subterráneas de Copper Cliff y Coleman de INCO y en Highland Valley Copper, en Columbia Británica, WipFrag demostró su eficacia para aumentar la productividad, reducir el tamaño excesivo y optimizar los patrones de voladura. Los resultados incluyeron una expansión del patrón de 40% y un aumento de 10% en el rendimiento del molino, lo que consolidó el valor de WipFrag en la industria minera.

Esta innovación se la debemos a los visionarios que se preguntaron: “¿Y si pudiéramos medir la fragmentación automáticamente?”, y luego lo hicieron posible. Felicitaciones a los desarrolladores e investigadores originales cuya dedicación allanó el camino para lo que es hoy WipWare, con 30 años de solidez y aún liderando el futuro de la tecnología de fotoanálisis.
WipJoint y Sistema 1
En 1990, WipJoint Se introdujo para medir el tamaño aparente de los bloques de roca in situ y la orientación de las juntas.
Nuestra incursión en los sistemas de análisis automatizados en tiempo real comenzó en 1998, liderada por Thomas W. Palangio, hijo del fundador, cuando se incorporó a la empresa e introdujo nuestros primeros sistemas de hardware. Sistema 1 se lanzó en 1998 con una cámara para análisis en línea: una innovación muy bien recibida por la industria minera. Al año siguiente, Sistema 2 se lanzó al mercado, con la capacidad de integrar 12 cámaras para el análisis en tiempo real.
Luego, un año más tarde, en 2000, WipFrag 2 se desarrolló basándose en el éxito del primer WipFrag.

En esta foto de 2007, los miembros del equipo de WipWare se reúnen alrededor del primer sistema Solo, un gran avance en el análisis automatizado de materiales. Originalmente construido para cintas transportadoras y posteriormente adaptado para cargas de vehículos, esta primera unidad fue la semilla de lo que hoy en día se ha convertido en Solo 6 y Reflex 6 sistemas: más inteligentes, más rápidos y más resistentes que nunca.
En la foto aparecen dos personas que siguen al frente de WipWare en la actualidad:
- Tomás Palangio (derecha), ahora nuestro director técnico y vicepresidente de Tecnología.
- Kevin DeVuono (atrás a la derecha), ahora nuestro programador jefe
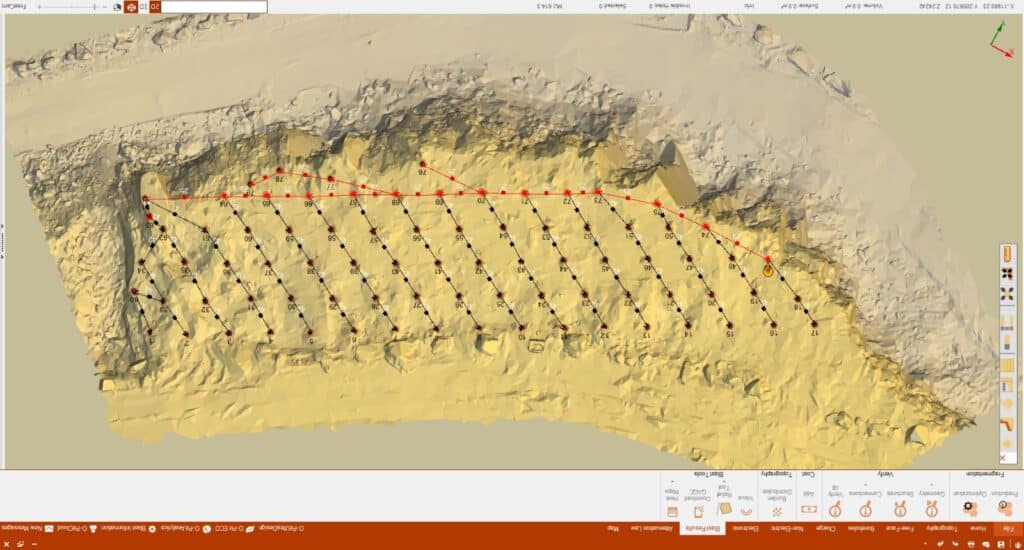
WipFrag 3 se incorporó al arsenal en 2014 con capacidades de drones y SIG, sirviendo como HMI para nuestros sistemas de análisis en tiempo real. Con WipFrag ahora en la palma de su mano desde 2016, WipWare facilita más que nunca al personal de campo la evaluación instantánea de la fragmentación de la explosión, en cualquier lugar y en cualquier momento, y permite compartirla entre plataformas para una optimización integral desde la mina hasta la planta de procesamiento.
WipFrag se vuelve móvil
En 2016, WipWare llevó WipFrag a los dispositivos móviles, poniendo el análisis de fragmentación directamente en manos del personal de campo.
Por primera vez, los usuarios podían capturar y procesar imágenes de montones de lodo utilizando la cámara de su teléfono o tableta, con la opción de sincronizar y compartir los resultados entre dispositivos para su posterior análisis.
Este avance en la accesibilidad hizo que la recopilación de datos fuera más rápida, fácil y flexible, utilizando herramientas que las personas ya llevaban consigo.
Diseñado para el mundo real, redefinió el estándar.
Análisis de fragmentación de la mina a la planta
En 2018, Tom Palangio, presidente de WipWare, concedió una entrevista a Los socios de Crownsmen en el CIM de Vancouver. Durante esta entrevista, Tom habló de cómo la innovación, el hecho de ser un disruptor en los primeros años y proporcionar un liderazgo excelente han convertido a WipWare en la empresa que es hoy en día.
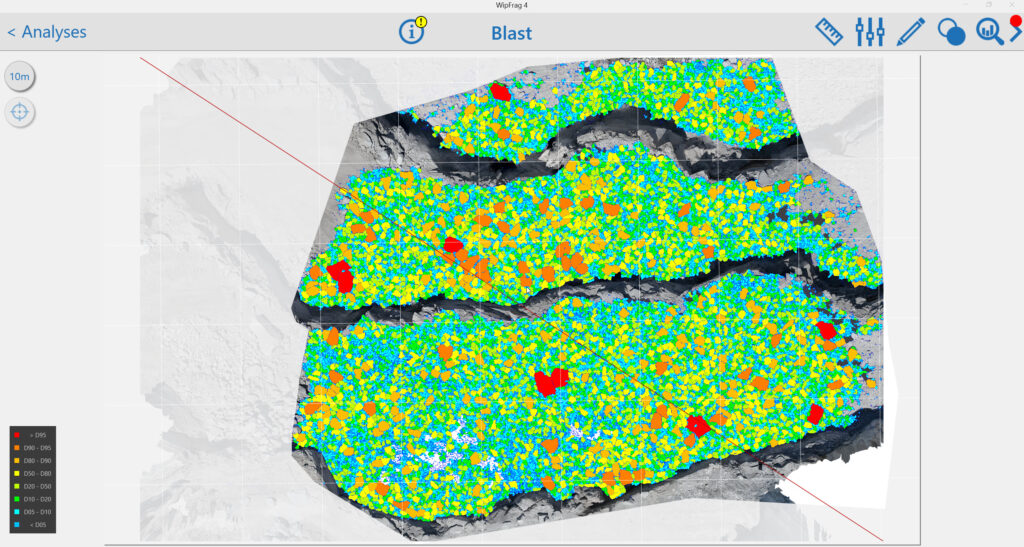
WipFrag 4 Lanzado en 2020
En 2020, WipFrag se volvió más fácil que nunca para que el personal de campo evaluara al instante la fragmentación de la explosión, en cualquier lugar y en cualquier momento, y la compartiera entre plataformas para optimizar todo el proceso, desde la mina hasta la molienda.

Avanzando rápidamente hasta hoy, bajo la dirección técnica de Tomás Palangio (CTO), la empresa sigue redefiniendo los estándares del sector. Su creatividad, su impulso técnico y su visión de futuro han impulsado la evolución de Solo, Reflex y WipFrag, ahora mejorados con Deep Learning Edge Detection para ofrecer una precisión sin igual en todos los entornos.
Desde un garaje en Bonfield hasta convertirse en líder mundial en análisis de fragmentación en tiempo real: 30 años de innovación y desarrollo de soluciones inteligentes para las industrias más exigentes del mundo.
Desde 1995, hemos estado dando forma al futuro de la tecnología minera con herramientas innovadoras como WipFrag, Solo y Reflex. A lo largo del camino, hemos ayudado a cambiar la forma en que la industria recopila y comprende los datos. Hoy en día, utilizamos sistemas de inteligencia artificial de última generación en transportadoras y vehículos, incluso bajo tierra.
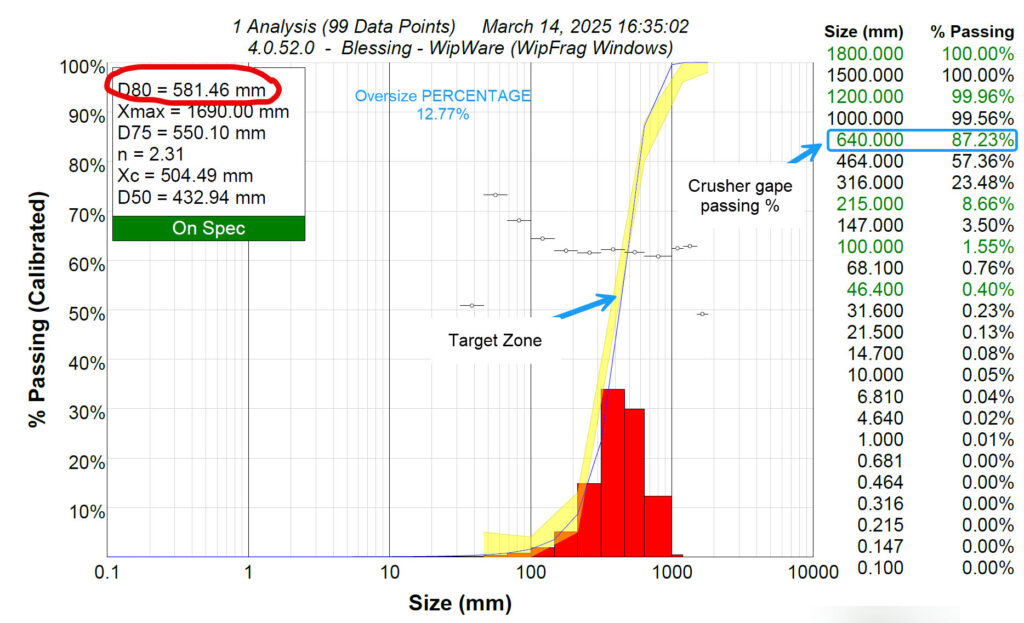
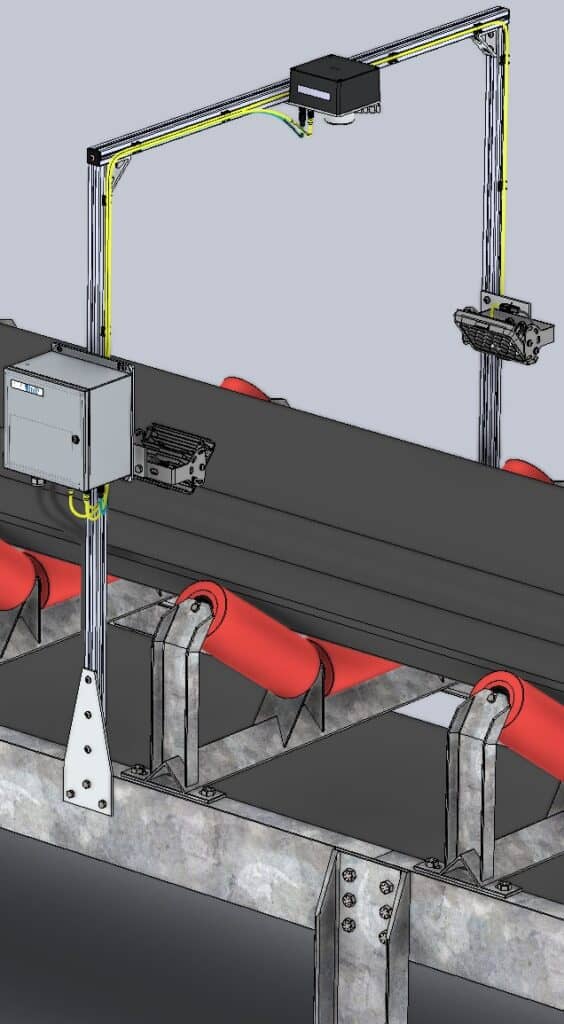
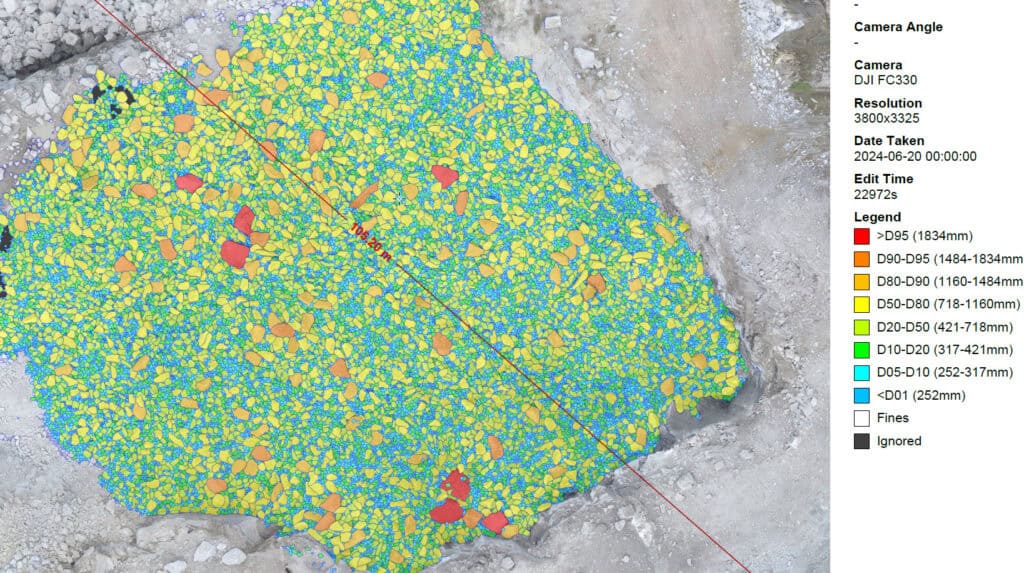
WipWare sigue proporcionando al sector potentes herramientas que ayudan a las empresas a supervisar, medir y gestionar sus materiales de forma inteligente. Nuestro arsenal de analizadores de última generación mide el tamaño, la forma, el volumen y el color de las partículas en tiempo real en cintas transportadoras y vehículos. Nuestro completo software es útil en cualquier lugar para determinar al instante el tamaño y la distribución de las partículas sin necesidad de utilizar un objeto de referencia.
Siempre evolucionando, siempre innovando
Pero aún no hemos terminado: hoy en día, nuestras herramientas siguen evolucionando.
Estamos mejorando la forma en que nuestros sistemas capturan la composición y el volumen de los materiales, lo que nos permite obtener información más detallada sobre operaciones de cualquier magnitud. Además, estamos perfeccionando la forma en que los datos se convierten en poder de decisión. Y ahora estamos trabajando para llevar esa misma claridad a todas partes, desde el subsuelo hasta el espacio exterior.
Gracias a nuestro equipo técnico, cuyo trabajo garantiza que todos los sistemas y líneas de código estén listos para su uso y sean totalmente fiables.
¡Gracias a los innovadores cuyo compromiso, estructura y continuidad hacen que cada innovación sea sostenible y escalable!
Y lo más importante, a nuestros clientes, distribuidores y socios de todo el mundo: gracias por estos 30 años increíbles. Brindemos por lo que está por venir. USTEDES son la razón por la que nuestro equipo de WipWare sigue superando límites. Su confianza, sus comentarios y su colaboración impulsan el propósito del equipo. Ya sea que analicen minerales subterráneos, pilas de escombros en superficie, imágenes aéreas tomadas con drones, material transportado por cintas transportadoras o cargas de vehículos, su éxito es nuestra misión.
Brindemos por 30 años de innovación, confiabilidad y excelencia... Y por las próximas décadas de transformación digital en la minería y la manipulación de materiales.
Exhibición minera del norte de Ontario Cámara de Comercio de North Bay y su distrito CIM/ICM Sucursal Northern Gateway MineConnect